
著者:邱培其|中方科技 MiDFUN
SPC 統計的工程管理
AIAG-VDA
IATF 16949
📌 本記事について
本記事は中方科技(MiDFUN)の品質管理コンサルタント邱培其が執筆し、2026 年に AIAG と VDA がステークホルダーレビュー(Stakeholder Review)向けに公開した初の融合版『統計的工程管理(SPC)マニュアル』Yellow Volume ドラフトを深く解説します。本記事は新版 SPC マニュアルの核心となる哲学的転換、リスク駆動の特殊特性定義、品質管理ループのアーキテクチャ、先進的な管理図の選定、そして中方科技 SPC 統計的工程管理システムがいかにして AISPC のスマート化を実現し、自動車産業のサプライチェーンが IATF 16949 のコンプライアンス要求を達成するのを支援するかを取り上げます。
AIAG-VDA SPC 新版イエローブック:グローバル自動車産業のマイルストーン
2026 年 2 月、グローバル自動車産業はマイルストーンとなる変革を迎えました。AIAG(米国自動車工業活動グループ)とVDA(ドイツ自動車工業会)が、初の融合版『統計的工程管理(SPC)マニュアル』Yellow Volume ドラフト(Stakeholder Review)を産業界のレビュー用に公開したのです。今回の「グローバル調和」(Harmonization)の戦略的意義は、文書フォーマットの統一にとどまりません。それはグローバル自動車品質管理標準が、より一貫した統計的工程管理フレームワークへと向かっていることを意味します。最終的なコンプライアンス要求は、後続の Red Volume 正式版、IATF 16949、および各顧客の CSR を基準とすべきです。
核心哲学:検出より予防というビジネスロジックへの転換
新版 AIAG-VDA SPC マニュアルの核心となる魂は、企業を「反応的検出」(Reactive Detection)の泥沼から引き上げ、「能動的予防」(Proactive Prevention)へと推し進める点にあります。
従来の品質管理(QC)は完成品の選別を重視しており、これは本質的に無駄に対する「事後的な精算」です。一方、現代の品質保証(QA)は、欠陥が発生する前に、工程のばらつき(Variation)への深い理解を通じて予防を実現することを企業に求めます。これこそが中方科技 SPC 統計的工程管理システムが強調する核心理念です。リアルタイムのデータ監視とスマート分析を活用し、製造現場を「問題が起きてから対処する」状態から「問題が発生する前に阻止する」状態へと転換させます。
検出戦略 vs. 予防戦略の長期的影響分析
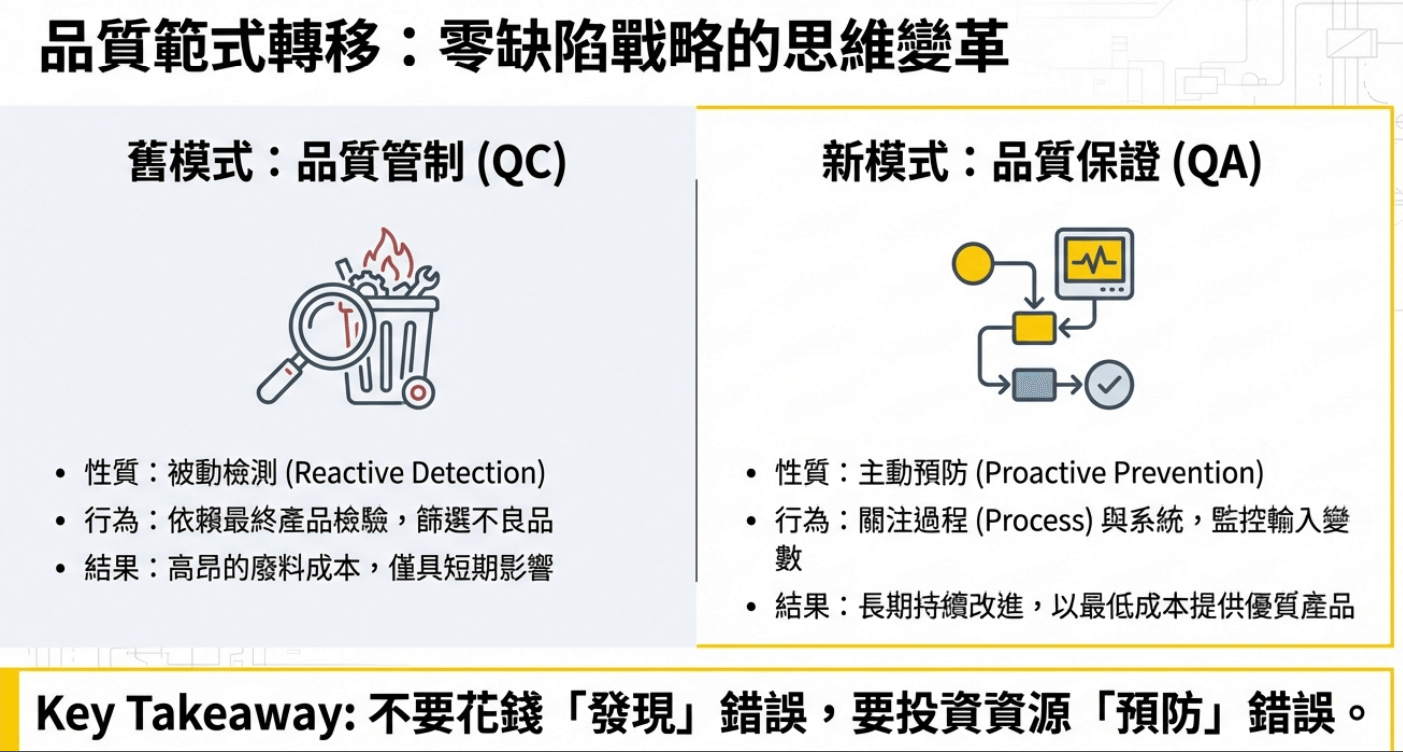
▲ 品質パラダイムシフト:QC 受動的検出から QA 能動的予防への思考の変革(出典:AIAG-VDA SPC マニュアル)
新版マニュアルは、2 つの戦略の長期的な違いを体系的に説明しています。検出戦略を採用する組織は、しばしば継続的な品質コストの循環に陥る一方で、予防的な SPC 統計的工程管理を導入した企業は、内部失敗コスト(Internal Failure Cost)を大幅に低減すると同時に、工程能力指標全体(Cpk/Ppk)を向上させることができます。
リスク駆動の特殊特性(Special Characteristics)定義
新版マニュアルは、組織が「すべての特性に SPC を実施する必要はない」ことを認識しなければならないと明確に指摘しています。リソースの投入はリスク分析によって駆動され、FMEA(故障モード影響解析)と SPC の間の論理的なつながりを構築する必要があります。これこそが、中方科技 FMEA 故障モード影響解析システムと中方科技 SPC システムの統合活用が、自動車部品および車載電子産業において特に重要となる理由です。
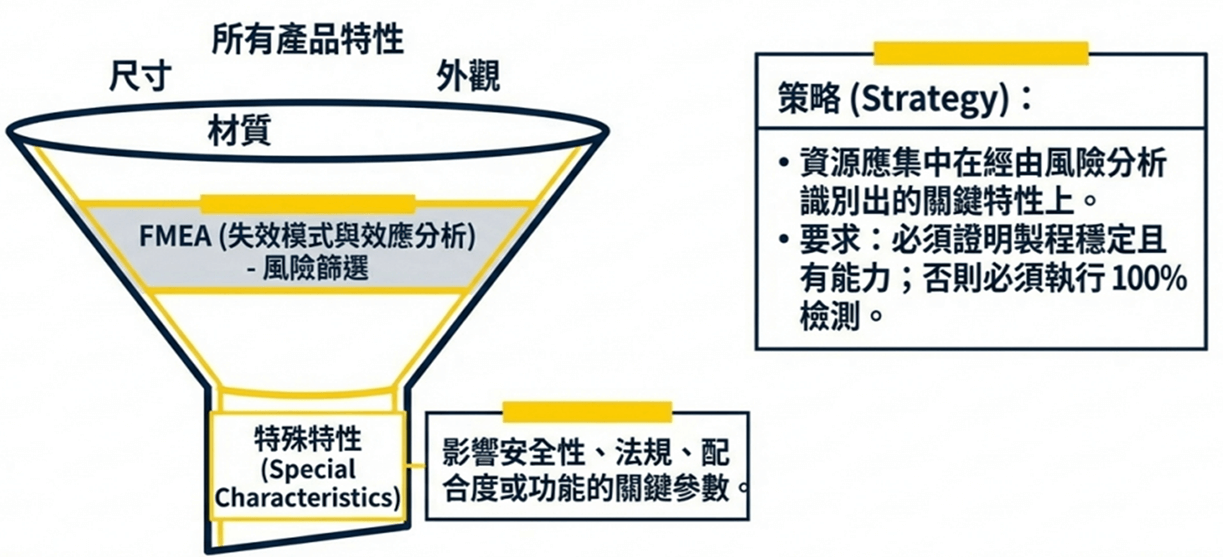
▲ FMEA リスクスクリーニングファネル:リソースはリスク分析によって識別された重要な特殊特性に集中させるべき(出典:AIAG-VDA SPC マニュアル)
SPC におけるリスク分析(FMEA)の中核的役割
マニュアル 6.2.2 節および図 6-1(SPC 準備作業の概念図)によれば、特殊特性(SC/CC)の識別は、リスク分析から生産・検査計画へと流れる動的なプロセスです。故障モード解析(FMEA)によって評価された高リスク項目は、「管理戦略」と「抜取方式」を決定するための前提条件となります。
SPC 新版手法の導入と手順
リソースを的確に投入するため、組織は新版 AIAG-VDA SPC マニュアルに従い、以下のフローを踏むべきです。
ステップ 1:故障モードの識別——FMEA を通じて厳しさ(S)と発生頻度(O)を評価します。
ステップ 2:特殊特性の選定——製品の安全、法令規制、または顧客機能に影響する重要パラメータを特殊特性として定義します。
ステップ 3:管理戦略の策定——特殊特性は対応する管理図タイプと紐づけ、厳格な抜取頻度を設定しなければなりません。
ステップ 4:管理計画への落とし込み——特殊特性を FMEA から管理計画(Control Plan)へ完全に移行し、現場 SPC 監視の規範的根拠とすることを確実にします。
統計的工程管理における役割・責任と能力構築
統計管理体系の長期的な有効性は、部門横断的な協働にかかっています。AIAG-VDA SPC マニュアル 6.8 節は、SPC 統計的工程管理が組織全体の責任であり、品質部門のみが単独で担うものではないと明確に指摘しています。
6 大品質管理ループにおける主要な役割の責任分担
マニュアル 5.4 節および図 5-3 を参照すると、品質管理ループにおける各部門の役割と責任は以下のとおりです。
| 担当部門 | 中核的責任 | 主要な管理ループ |
|---|---|---|
| 生産部(Production) | 現場データの記録、リアルタイム監視チャート、および「品質の一貫性」の管理を担当します。 | ループ 1(SPC 監視)、ループ 2(一貫性) |
| 工程技術(Engineering) | ばらつき要因を分析し、品質部門と共同で安定性を評価し、工程の基本要素の改善を実施します。 | ループ 3(工程改善) |
| 品質部(Quality) | 測定システムを検証し、技術部門と協働して能力指標を評価し、内外部の監査を実施します。 | ループ 3(協働評価)、ループ 4/5/6(監査) |
品質管理ループは、現場のオペレーションから経営層の意思決定まで、情報が正確に流通することを保証します。これらは組織の継続的改善体系を構成し、「工程の声(Voice of the Process)」が適時に解釈され「マネジメントアクション」へと転換されることを確実にします。
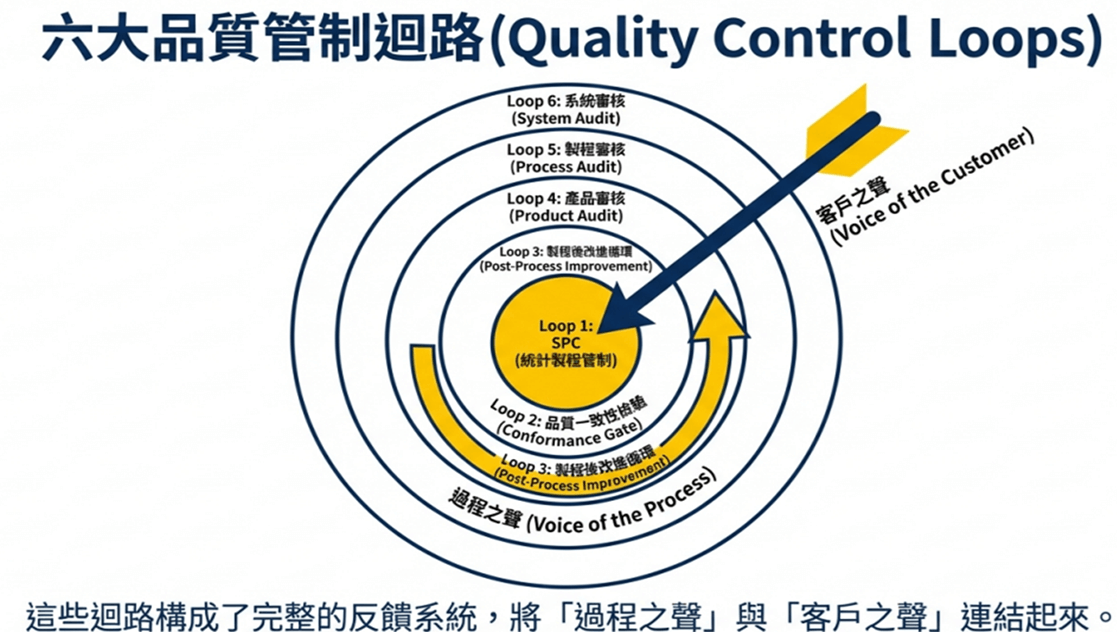
▲ 6 大品質管理ループ(Quality Control Loops):「工程の声」と「顧客の声」を結びつける(出典:AIAG-VDA SPC マニュアル 5.4 節)
6 大品質管理ループの詳細解説
新版 AIAG-VDA SPC マニュアル 5.4 節および図 5-3、5-4 によれば、組織は以下の管理構造を構築すべきです。
| ループ名 | 中核目標 | 担当部門 | PDCA の具体的応用 |
|---|---|---|---|
| ループ 1:SPC | 工程を安定かつ管理状態に保つ | 生産部 | 工程の声:P-反応計画;D-現場監視;C-アラーム発報;A-異常排除。 |
| ループ 2:品質ゲート | アウトプットが基準に適合することを確保 | 生産部 | 顧客の声(内):適合性判定を実施し、不適合品を拒否して是正を発動。 |
| ループ 3:工程改善 | ばらつき低減・能力向上 | 品質/技術 | 顧客の声(外):長期性能評価、5M1E を最適化して工程のばらつきを低減。 |
| ループ 4:製品監査 | 製品規格適合性を検証 | 監査員 | Check:顧客視点を模擬し、無作為抽出と性能テストを実施。 |
| ループ 5:工程監査 | パラメータ管理の有効性を検証 | 監査員 | Act/Plan:作業指導書と 5M1E 条件が実行されているかを確認。 |
| ループ 6:システム監査 | QM 体系の有効性を評価 | 監査員 | Plan:経営層がリソースを再配分し、SPC 文化の定着を確保。 |
統計能力構築マトリクス(マニュアル 6.8.2 節)
新版 AIAG-VDA SPC マニュアルは、実施担当者の能力を 2 つの主要領域に区分すべきだと指摘しています。
統計技術(Statistical Tech):偶然原因と異常原因を理解し、管理外れ信号(10.2.2 節のルールなど)を解読する能力を備えること。
工程知識(Process Knowledge):パラメータ調整が結果に与える物理的影響を理解し、管理外れ信号が発動した際に有効な反応計画を実行できること。
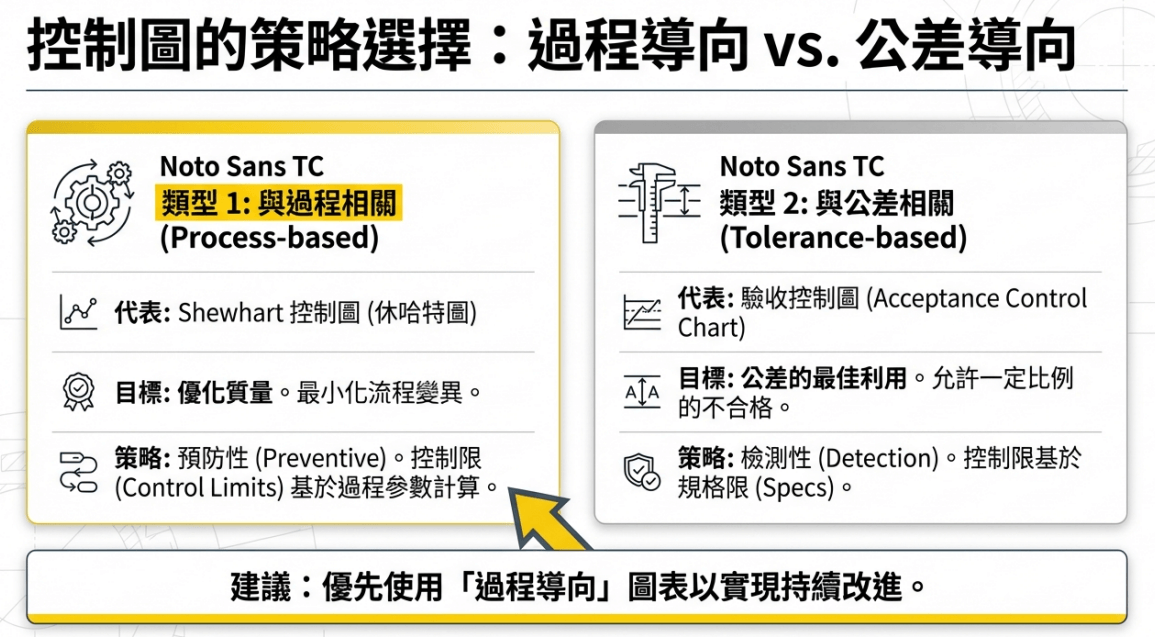
▲ 管理図の戦略的選択:工程指向(Shewhart 管理図)vs. 公差指向(合否判定管理図)、継続的改善を実現するため工程指向のチャートを優先的に使用することを推奨
方法論の深い応用:少量生産から先進的な管理図の選択まで
変動の大きい製造環境では、高感度の統計ツールを選択することが微小なばらつきを検出する鍵となります。新版 AIAG-VDA SPC マニュアルは、管理図の選択についてより包括的な指針を提供しています。
特殊な管理図の技術的応用(マニュアル 10.3.5 節)
EWMA(指数加重移動平均)と CUSUM(累積和)管理図:従来の Shewhart 管理図の「無記憶性」に対し、これら 2 種類のチャートは「記憶機能(Memory)」を備えています。マニュアル 10.3.5.4 および 10.3.5.5 によれば、これらは工程の微小なシフト(Small Shifts)を検出する点で卓越した性能を発揮し、特に自動化された精密加工に適しています。中方科技 SPC システムには EWMA と CUSUM 管理図モジュールがすでに内蔵されており、新版マニュアルの要求に直接対応できます。
合否判定管理図(Acceptance Control Charts):ISO 3534-2 およびマニュアル 10.3.4 に基づき、これらのチャートは工程管理と公差限界を直接結びつけるもので、工程能力が高く(Cpk>1)、公差を超えないことだけを確保すればよい工程に適しています。
少量生産(Short-Run)の SPC 戦略
マニュアル 10.3.2.9 を引用すると、ロット量が正規分布モデルを構築するのに十分でない場合、組織は「安定性評価の代替手段」を採用すべきです。これは通常、同じ特性でありながら異なる部品(同じ工程)上での偏差を監視し、連続的な工程管理を実現することを意味します。このシナリオこそが、少量多品種の製造環境における中方科技 SPC 統計的工程管理システムの強みです。システムは同じ工程の異なる部品に対してバッチ横断分析を行い、過去データを自動的に集約して安定性を判定できます。
AISPC スマート化実施:自動分布識別と現場での定着
デジタル化された AISPC の価値は、人為的な判断ミスを排除し、計算ロジックのコンプライアンスを確保する点にあります。中方科技 SPC 統計的工程管理システムは中方科技 AIQ スマート品質システムと組み合わせることで、新版マニュアルが要求する以下のスマート化機能を実現できます。
AISPC の中核機能とソフトウェア検証
マニュアル 11.2 節を引用すると、すべての SPC 分析ソフトウェアは検証(Validation)を経て、そのアルゴリズムが標準公式と一致することを確保しなければなりません。
自動分布識別:システムはデータ分布を自動的に評価する能力を備えるべきであり(マニュアル 7.8.1 節を参照)、正規分布のほか、複雑な非正規分布(Pearson 分布など)も処理できる必要があります。これは自動車産業でよく見られる片側公差や非対称特性にとって極めて重要です。
リアルタイムフィードバック:10.2.2 節に記載された安定性判定ルールを自動的に発動し、現場での意思決定を秒単位で応答させます。


▲ 中方科技 AISPC システム:AI 診断ラボとリアルタイム管理図監視インターフェース
管理外れ対応計画(OCAP)の実行と記録
SPC で異常信号が発生した場合、管理外れ対応計画(Out-of-Control Action Plan, OCAP)を実行しなければなりません。マニュアル 6.6 節に基づき、講じたすべての行動とその結果は完全に記録されなければなりません。中方科技 SPC システムは中方科技 8D 顧客クレーム管理・品質改善システムと連携し、異常信号と是正アクションのフローを自動的に接続できます。
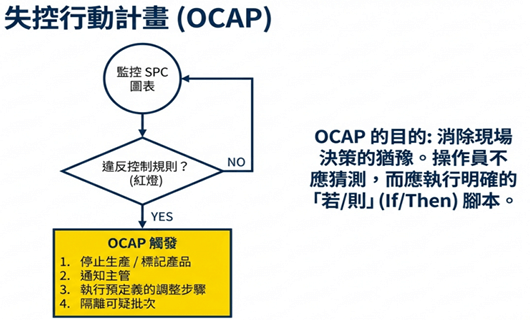
▲ 管理外れ対応計画(OCAP)フロー図:現場での意思決定の迷いをなくし、明確な「If/Then」スクリプトを実行する(出典:AIAG-VDA SPC マニュアル 6.6 節)
| OCAP チェック項目 | 指示すべき行動要件 | 参照章節 |
|---|---|---|
| 信号発動 | システムが自動的に警告し、当該ステーションをロックする。 | 10.2.2 |
| 即時封じ込め | 前回の管理状態の時点以降に生産されたすべての製品を隔離する。 | 6.6 |
| 原因診断 | 異常原因(Systematic)と偶然原因(Random)を区別する。 | 5.3 |
| クローズドループ記録 | 講じたすべての物理的調整、修理動作、および検証結果を記録する。 | 6.6 |
| 工程再開 | 追加抽出を実施し、工程が安定状態に戻ったことを検証する。 | 2 |
結論:継続的改善の品質ループを構築する
AIAG-VDA SPC 新標準の核心的価値は、「動的フィードバックシステム」を構築する点にあります。統計分析そのものは決して目標ではなく、その戦略的意義は「工程への理解を深め、意味のある行動を引き起こす」(マニュアル 5.3 節を参照)ことにあります。工程・製品・システム監査(6 大管理ループ)を定期的に実施することで、組織はデータの真正性を確保し体系の生命力を維持し、最終的に「予防」を企業の中核的競争力へと転換できます。
中方科技 SPC 統計的工程管理システムは、まさに上記の理念に基づいて設計されています。リアルタイムのデータ収集、自動分布識別、スマート判定ルールの発動から OCAP クローズドループ管理まで、新版 AIAG-VDA SPC マニュアルのコンプライアンス要求に完全に対応し、自動車産業および製造業のお客様が真に「予防指向」の品質管理文化を構築するのを支援します。
📚 出典の証明と標準引用リスト
本実施フレームワークは、以下の標準とガイドラインに厳密に基づいています。
▸ AIAG-VDA SPC Yellow Volume ドラフト(Stakeholder Review)——統計的工程管理リファレンスマニュアル
▸ IATF 16949——自動車品質マネジメントシステム要求事項
▸ ISO 9001 / ISO 11462——品質マネジメントシステムと SPC 実施ガイド
▸ ISO 22514——工程管理における統計的方法(能力と性能)
▸ VDA 1、VDA 5、VDA 6——ドイツ自動車工業の品質標準と測定プロセス検証
▸ AIAG CQI-28——スマート品質指標ガイド
▸ ISO 3534 / ISO 7870——統計学の用語・定義および管理図標準
📖 用語クイックリファレンス
SPC=統計的工程管理、データで生産の安定度を監視する|Cpk=工程能力指標(≥1.33 で合格、車載の特殊特性は ≥1.67 を要求)|Ppk=工程性能指標|FMEA=故障モード影響解析、製品の「健康診断表」|OCAP=管理外れ対応計画|EWMA=指数加重移動平均管理図|CUSUM=累積和管理図|IATF 16949=自動車業界の品質マネジメント国際認証|5M1E=人・機械・材料・方法・環境・測定
❓ よくある質問(FAQ)
Q1:SPC 統計的工程管理とは何ですか?新版 AIAG-VDA SPC イエローブックにはどのような重大な変更がありますか?
SPC(Statistical Process Control、統計的工程管理)は、統計的手法を用いて生産プロセスの安定度をリアルタイムに監視する品質管理ツールです。簡単に言えば、毎日体重を量って健康状態を追跡するように、SPC は管理図を通じて工程データを継続的に追跡し、異常が発生する前にあらかじめ阻止します。2026 年新版 AIAG-VDA SPC マニュアル(イエローブック)の最も重大な変更は、米国 AIAG とドイツ VDA の二大体系の統計的工程管理規範を初めて融合し、グローバル自動車産業の SPC 実施標準を統一するとともに、「検出より予防」の核心理念を強化した点です。中方科技 SPC 統計的工程管理システムは、新版マニュアルの要求にすでに対応済みです。
Q2:新版 AIAG-VDA SPC マニュアルは IATF 16949 認証企業にどのような影響を与えますか?
IATF 16949 認証を取得したすべての自動車産業サプライヤーは、新版 AIAG-VDA SPC マニュアルがもたらす変化に注目する必要があります。新版マニュアルは、組織がリスク駆動の SPC 実施戦略を構築すること(すべての特性に一律で SPC を実施するのではなく)、FMEA と管理計画(Control Plan)の論理的なつながりを強化すること、そして 6 大品質管理ループの役割と責任を明確にすることを求めています。これは、企業が次回の IATF 16949 監査までに、既存の SPC 作業手順を見直して更新すべきであることを意味します。
Q3:中方科技 SPC システムは新版マニュアルの AISPC スマート化要求にどのように対応していますか?
中方科技 SPC 統計的工程管理システムは、新版マニュアルが要求する複数のスマート化機能を備えています。具体的には、自動分布識別(正規分布と非正規分布(Pearson 分布など)に対応)、リアルタイム安定性判定ルールの自動発動、EWMA と CUSUM の先進的な管理図、管理外れ対応計画(OCAP)のクローズドループ管理、および FMEA・管理計画との体系的な連携です。すべてのアルゴリズムは検証(Validation)を経ており、マニュアル 11.2 節のソフトウェアコンプライアンス要求を満たしています。
Q4:少量多品種の生産環境でも SPC を導入できますか?
可能です。新版 AIAG-VDA SPC マニュアル(10.3.2.9 節)は、少量生産(Short-Run)の代替 SPC 戦略を明確に提示しています。同じ工程の異なる部品の偏差をバッチ横断で監視することで、サンプル数が従来の正規分布モデルを構築するのに不十分であっても、有効な工程管理を実現できます。中方科技 SPC システムは、このシナリオ向けに専用の少量多品種分析モジュールを提供しています。
Q5:中方科技には SPC 以外にどのような品質管理システム製品がありますか?
中方科技(MiDFUN)は製造業の品質管理ソフトウェアに 30 年以上取り組んでおり、完全な品質管理システム製品ラインを提供しています。具体的には、SPC 統計的工程管理、FMEA 故障モード影響解析、SQM サプライヤー品質管理、MSA 計測器管理および校正分析、APQP/PPAP 先行製品品質計画、8D 顧客クレーム管理・品質改善、TPM 全社的設備保全管理、AIQ スマート品質システムなどで、自動車・電子・半導体などの産業の品質管理ニーズを全面的にカバーします。
新版 AIAG-VDA SPC マニュアルに準拠したスマート品質管理システムの導入方法を知りたいですか?
中方科技(MiDFUN)は 1993 年の設立以来、製造業の品質管理ソフトウェアに 30 年以上取り組み、自動車部品、車載電子、半導体、電子製造、航空宇宙などの産業にサービスを提供してきました。SPC 統計的工程管理からAIQ スマート品質システムまで、中方科技は完全な品質デジタルトランスフォーメーションソリューションを提供します。
Copyright © 2026 MiDFUN 中方科技股份有限公司.一部の権利を留保
著者:邱培其.初版公開:2026-02-05.タイプ:品質管理コラム
原文リンク:https://www.midfun.com.tw/qc/aiag-vda-spc-yellow-volume-analysis-2026/
本作品は クリエイティブ・コモンズ 表示─非営利─改変禁止 4.0 国際ライセンス(CC BY-NC-ND 4.0)のもとで公開されています。原著者を表示し、原文リンクを付し、商業利用せず、内容を改変しないことを前提に、自由に共有いただけます。
推奨引用形式:邱培其(2026)。〈AIAG-VDA SPC Yellow Volume ドラフト解説の要点と応用〉。MiDFUN 中方科技品質管理コラム。
転載許諾および内容に関するお問い合わせ:midfun@midfun.com.tw

