
SPC (Statistical Process Control) refers to a set of methods for collecting data from within a process, subjecting it to statistical analysis, uncovering process abnormalities through that analysis, and immediately taking corrective action so that the process returns to normal. This is precisely what Dr. Deming meant when he said: “Quality should no longer rely on sampling inspection of incoming materials and outgoing shipments; instead, good management methods should be applied during the production process in order to obtain good quality.”
In traditional manufacturing, the manufacturing department is responsible for production matters, while the quality control department is responsible for inspecting finished goods and rejecting nonconforming products; on the management side, continuous audits are conducted to discover deficiencies in the work. The basic idea behind all of the above is detecting defects. Although companies pour enormous resources into this kind of work, the actual improvement to quality is limited, or even of no help at all, because the waste produced has already become an established fact. Of course, this is not unique to manufacturing; the service industry is the same. Implementing SPC, however, can prevent the occurrence of defective products at the very start of production, and this is the proactive and effective way to improve quality. This too is what Dr. Deming meant when he said: “Quality is manufactured in.”
In fact, SPC involves no abstruse statistical theory; among all the quality control techniques (those involving statistical methods), it should be the easiest to learn and apply. General front-line personnel can learn its theoretical foundation, operating methods, and application techniques in two to three days. Is it really that easy? It truly is, because SPC emphasizes that action matters more than concept. The statistical theories and methods mentioned earlier can also be computed for us with the help of software, so the most important thing is action.
In addition to introducing the history of SPC, this article will give a detailed introduction to the steps for establishing SPC, its application techniques, examples, exercises, and computer applications. SPC techniques have been widely applied in American enterprises, and the various countries of Europe are also vigorously promoting them. SPC is also listed as an essential technique in ISO9000 and IATF16949. Because Taiwan is influenced by the international environment, although SPC has been promoted for some time, it has not been truly put into practice. We hope that through the promotion of this book, domestic enterprises will be able to implement SPC in their manufacturing and management, so as to improve the quality of their products and services.
The Origins of SPC
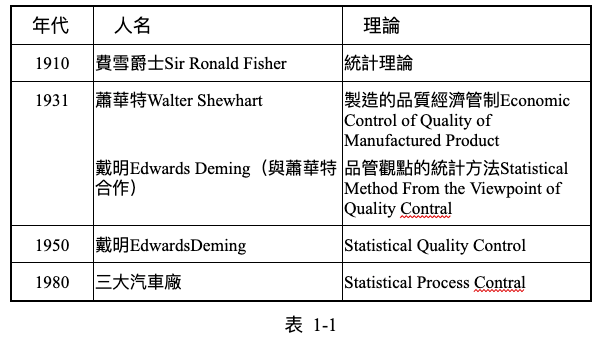
SPC is founded on the statistical theory developed by Sir Ronald Fisher in the 1910s. In 1924, Dr. W.A. Shewhart, while studying the frequency distribution of product quality characteristics at Bell Laboratories, discovered the control chart. In 1931, Dr. W.A. Shewhart published a book titled “Economic Control of Quality of Manufactured Product,” which became a classic work in the quality control field of that era. In 1932, Britain invited Dr. W.A. Shewhart to lecture there on control charts, raising the enthusiasm in Britain for applying statistical methods to manufacturing.
In 1939, Dr. Deming collaborated with Dr. W.A. Shewhart on a book titled “Statistical Method from the Viewpoint of Quality Control.”
Around 1940, the United States and Britain introduced control chart methods into manufacturing and applied them to the production process. At that time, the application of control charts was not only as simple as other quality control methods but also produced remarkable results, and it was recognized across various industries.
Some say that the history of quality control is the history of war, because quality control advances through war. In fact, during World War II, Dr. Deming developed the modern form of SQC (Statistical Quality Control). During World War II, in order to ensure the quality of weapons, the United States widely promoted and used statistical methods, analyzing data from the process to improve process performance and raise weapon quality. Between 1941 and 1942 (that is, during the war), the following three mandatory wartime standards were established as the main content for implementing SQC:
1. Z1-1-1941 Control for Quality Control
2. Z1-2-1941 Control Chart Method for Analysing Data
3. Z1-3-1942 Control Chart Method for Control Quality During Production
The three wartime standards above all belong to the standards for control charts. Hence the saying: “The history of quality control is the history of war; quality control advances through war,” and “That the United States was able to win World War II owed a great deal to SQC.”
After the war, however, American enterprises became enamored with raising productivity and neglected the application of SQC. Japan, by contrast, was a defeated nation, with all its resources exhausted as it awaited recovery and reconstruction. At that time, JUSE (the Union of Japanese Scientists and Engineers) believed that Japan’s recovery required learning methods that could be applied immediately to mass production lines, without waiting for factories to be rebuilt. Moreover, before and during World War II, Japan also had the capability to manufacture high-quality products and had demonstrated this, but it lacked the methods to maintain high quality. JUSE believed that SQC was what they needed, so in 1948 they invited Dr. Deming to lecture in Japan, but the trip could not be arranged. It was also because of the Korean War, during which Japan took on part of the contract manufacturing of military supplies, that, through the headquarters of General MacArthur in Japan, Dr. Deming was seconded from the U.S. Department of Defense. In June 1950, Dr. Deming was finally able to come to Japan to hold an “Eight-Day Quality Management Seminar.” From then on, Japan used SQC techniques and concepts to improve the quality and productivity of its products while reducing production costs, gradually distinguishing itself in international markets and eroding the markets the United States held around the world. To permanently commemorate Dr. Deming’s achievements and friendship, and to encourage the development of quality management in Japan, Mr. Ken-Ichi Koyanagi, Managing Director of JUSE, proposed establishing the Deming Prize. The proposal was approved by the board of directors, and the prize was officially established in 1951.
In 1979, the National Broadcasting Company (NBC) of the United States produced a documentary titled “If Japan Can, Why Can’t We?” which caused an enormous shock in the United States and awakened the attention of industries led by the automotive industry. They began to apply SQC theory and concepts to manufacturing processes in order to maintain and improve (KAIZEN) product quality, and from this developed the theory and practice of SPC, through which SQC was reborn in the United States. Its overall development is briefly summarized (as in Table 1-1). SPC was also listed by the U.S. Department of Defense as one of the technical tools that contractors must possess, mainly applying SPC to improve quality and enhance competitiveness.
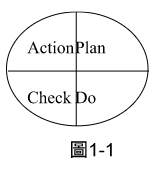
1. How can PDCA be operated effectively? How can quality be improved?
The operation of PDCA is as shown in Figure 1-1. Taking product sales as an example, it is Plan (design) → Do (production) → Check (sales) → Action (market survey and disposition), and successively designing again to reflect this in the specifications in order to improve quality. Without this, the purpose of QC cannot be achieved, nor can quality assurance be reached. This is the operation of PDCA. If, after a specification has been drawn up, it has not been revised for a year, that means it has never been used. Applying statistical methods to matters related to QC so that PDCA can keep turning is statistical quality management, that is, SQC.
2. Having a basic understanding of statistical variation is important.
Whether it is people, products, or work, it is impossible for any two to be completely identical; there will always be some difference. Taking products as an example, because of variation in factors such as the 4M (Man, Machine, Material, Method), it is impossible to make products that are exactly alike, so their quality must differ. For instance, if a batch of energy-saving light bulbs has a lifespan of 6000 ± 4000 hours, then its variation is large and the difference between good and bad is considerable, so it is necessary to gain a deeper understanding of variation.
3. The thinking behind process control centered on the control chart, and the methods of using the control chart.
Because product quality has variation, how to use the control chart to understand variation, and how to correctly use the control chart to carry out process control.
As for Taiwan, after the control chart was introduced from the United States in the 42nd year of the Republic of China (1953), it was widely applied by industry up to the present. The National Bureau of Standards of the Ministry of Economic Affairs also, between the 53rd and 56th years of the Republic of China (1964-1967), established and promulgated the control chart method as the following three national standards:
1. CNS 2311 Z4002 Guide to Quality Control, promulgated on July 7, the 53rd year of the Republic of China.
2. CNS 2312 Z4003 Control Chart Method for Analysing Data, promulgated on January 6, the 54th year of the Republic of China, and revised on March 20, the 63rd year of the Republic of China.
3. CNS 2580 Z4005 Control Chart Method for Controlling Quality During Production, promulgated on October 14, the 56th year of the Republic of China, and revised on March 20, the 63rd year of the Republic of China.
The promotion of SPC began first with Ford Motor Company requiring it of its supplier plants, and it gradually gained the response of supplier vendors, with the returns from its results worthy of affirmation. The Taiwan plant of Ford Motor received the Q1 Award conferred by Ford Motor’s head office in 1991.
With the development of internationalization, and further spurred on by electronics manufacturers, the three major American automakers placed great importance on SPC, which led to all supplier plants being required to implement SPC; otherwise it was difficult to enter their supplier systems. In addition, the QS-9000 series also listed SPC as one of the essential items in its audits. Therefore, under the impetus of the whole environment, enterprises must implement SPC in order to survive.
As MOTOROLA proclaimed Six Sigma (6σ) in 1987, with substantial improvements in both quality and cost, and as Texas Instruments and General Electric strongly promoted 6σ with outstanding results, major enterprises both abroad and at home proactively and eagerly sought to promote 6σ in order to improve quality and reduce costs and provide customers with more satisfying products and services. SPC is the stepping stone toward 6σ, which makes the importance of SPC all the more apparent. Why is SPC so highly valued? Whether for the customer or for one’s own company, SPC can detect variation, then bring it under control, and then improve it, so as to reduce defective products to a minimum and thereby obtain profit. The United States once conducted a study and discovered the evolution of Japan’s quality (as in Figure 1-2): before 1949, it relied entirely on inspection; by 1990, inspection accounted for roughly 10% of the contribution to quality, another 20% came from process control’s contribution to quality, and the remaining 70% came from the contribution of process and product design to quality. From this we can see that relying on inspection cannot achieve 100% quality assurance. Quality can be said to be designed in, and can be said to be manufactured in, but can absolutely never be said to be inspected in.
Why Did the United States Actively Promote SPC?
First, let us look at the TQM (Total Quality Management) course that the Association of Defense Suppliers in the United States offered to its suppliers, in which the emphasis was on “reducing variation: the tools for implementation.” Its course outline and time allocation were as follows:
Day One
Variation and SPC
● SPC is a method and also a system, controlling and improving (KAIZEN) the process from the data that statistics is to evaluate
● SPC can reduce variation in order to control cost
● SPC can increase product life
● When discussing process performance, SPC provides a common language
Day Two
Problem Solving
● Problem solving
● The concept of Quality Engineering
● The quality Loss Function
● Off-Line quality control
Day Three
● Quality Function Deployment
Day Four
● Application of quality tools
From the course content and time arrangement, the importance of SPC is evident, and SPC has been listed by the U.S. Department of Defense as one of the essential technical conditions for its suppliers. Why do American enterprises, whether public or private, all place such importance on SPC? Because if there is no control during the process, it is difficult to grasp the level of product quality, whereas using SPC can:
1. Uncover the causes of variation in the process – chance causes or non-chance causes – and resolve them, which not only improves product quality but can also reduce cost.
2. Enable on-site operators to use it to judge whether the process is normal, making work more efficient.
3. Enable managers to use it to grasp the quality of the process.
Moreover, the theoretical basis of SPC is very simple, and the statistical theory it involves is not difficult either, because statisticians and engineers have simplified the relevant statistical theory as much as possible. General front-line personnel and supervisors can learn it in about two days and apply it to their work, so compared with other statistical quality control techniques, SPC is much easier to learn. Yet when process operators apply it, it can make work more effective and efficient; and through it, managerial staff can grasp the quality of the process. In short, the aim is to use SPC to improve (KAIZEN) product quality, because Japan, precisely by being proficient in the application of statistical process quality control, made the quality of its products the best in the world. Therefore the United States wanted to fully promote this technique and concept so as to be able to compete with Japanese products in the international market.
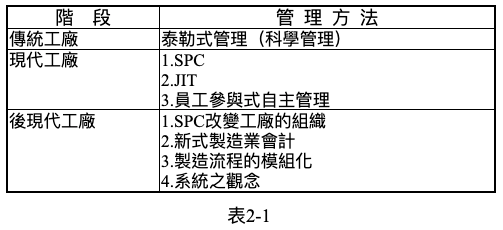
Among the four characteristics of the post-modern factory of 1999 described by the management master Peter F. Drucker, the first characteristic is SQC (SPC) (as in Table 2-1), because it can change the organization of the factory. In the 1950s, Japan had already discovered that the theory and concepts of F.W. Taylor were insufficient to cope with the environment of Japan’s economic growth, and realized that to achieve higher economic progress, there must be institutional changes that allow well-educated operators to bring out their potential rather than being merely living machines. So it introduced statistical process quality control, and under this system, employees could express themselves within a certain scope, and the company also expected them to do so. In Peter F. Drucker’s view, SPC is able to reveal the current state of the process and productivity, and through its system, quality and productivity can be controlled in real time within the process. The general functions attributed to SPC are as follows:
1. SPC can reveal the state of process variation, can immediately point out problems in the process and methods to solve them, can quickly reflect the effects of process adjustments, can point out where the process most needs improvement, and so on. Although this helps raise productivity, it only accounts for one-third of the reason. In fact, the other two-thirds of the reason for Japan’s high productivity is:
2. It comes from the change in factory organizational structure brought about by SPC. Why say this? Because the initial introduction of SPC may add some operating personnel, but it will at the same time reduce a great many non-operating personnel, mainly inspection personnel, but also including repair personnel and emergency-repair personnel. In this way the total number of factory employees will decrease, and the formula for productivity is:
Labor productivity = total output value (production quantity – defective products) ÷ total number of employees
When total production remains unchanged while the total number of employees decreases, productivity naturally rises. This is the foremost reason for Japan’s high productivity. For instance, one of MOTOROLA’s plants was preparing to automatically dissolve its quality control department.
In addition, SPC can reconcile the conflict that Theory X and Theory Y are unable to handle. The starting point of Theory X is based on the idea that human nature is inherently evil, and its representative is the scientific management theory of F.W. Taylor, which has its definite contribution to management, but it pays the heavy price of large amounts of inspection. Although inspection and repair personnel can solve problems, they cannot eliminate problems, because quality is manufactured in, not inspected in. The starting point of Theory Y is based on the idea that human nature is inherently good, holding that the knowledge and self-respect of on-site personnel are the main resources for achieving and ensuring quality and productivity; but if it lacks the clear structure and information that SPC provides, it often results in busy work for nothing. Because SPC can ensure high quality and high productivity – the ideal of Theory X – and ensure the dignity of operators in their work – the ideal of Theory Y – that is, the method of handing over the responsibility for process quality control to on-site operators, also known as the humanization of work, which the Japanese strongly emphasize. So SPC allows the dreams of the two great traditional theories (X and Y) to be realized at the same time. This is perhaps the underlying reason why the United States actively promoted SPC and why Japan’s productivity was high!
The following is excerpted from part of the material in Deming’s book Out of the Crisis. A saying was widely current in the United States: “Quality and production are incompatible; you cannot have both.”
Factory managers will tell you that this is a trade-off you must make: pursue quality, and output will fall behind; blindly pursue production, and quality will be sacrificed. However, this may only be because he does not understand what quality is or how to pursue it. On one occasion Deming asked twenty-two representatives of production-line workers why improving quality would raise productivity, and they answered simply and forcefully: “Because rework was reduced,” and “And there was much less waste, too.”
Once quality improved, the wasted time on labor and machines was turned into producing better products and services, followed by a chain reaction: lower costs, a stronger competitive position, happier employees, and more job opportunities.
Quality and Variation
Before even discussing quality, people often hold some mistaken notions about quality:
● Most quality problems are the fault of the operators. But Dr. Deming pointed out that in fact 85% of quality problems are the responsibility of management, and only 15% of quality problems are the responsibility of operators. He further pointed out that the bias in managers’ attitudes is even worse than the laziness of operators.
● A small amount of defectiveness is acceptable, and accidental flaws are unavoidable. Only if everyone does things right the first time and treats the next process as a customer can quality be made well, achieving so-called quality assurance. In fact, only through prevention in advance can quality truly be improved. Let us look at the consequences of tolerating a small amount of defectiveness: if a work flow has 10 processes, and we assume that the pass rate of each process is 90%, which should be considered quite good, then the final yield is only (90%)¹⁰ = 34.9%.
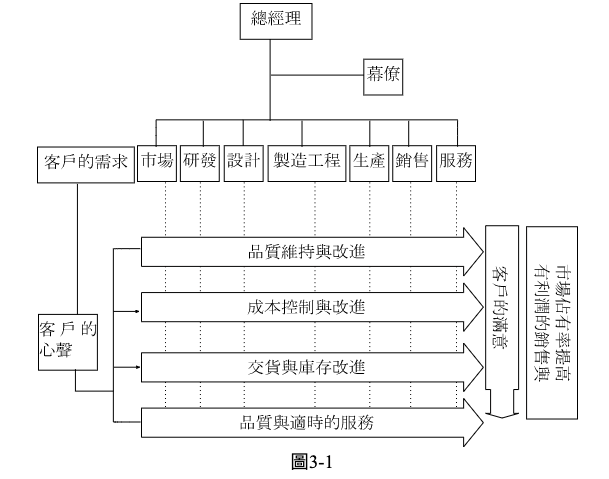
● Quality is the responsibility of the quality control department. People generally think that the responsibility for quality must be borne by the quality control department, because the quality control department bears the name and so must bear the responsibility. But in fact, quality begins with the customer’s needs and ends with the customer’s satisfied acceptance of the product (as in Figure 3-1). Therefore quality is related to every department in the company – such as marketing, research and development, design, manufacturing engineering, production, sales, and service – and to every person. But perhaps you would think that if the quality control department does not bear the responsibility for quality, then is it not just an empty title? In fact, the quality control department still has much work to do, such as: formulating quality programs, preparing control charts, collecting and organizing data, and so on, while its most important work is to support and assist other departments. The role played by the quality control department has shifted from police officer to service for other departments, working closely with other departments to improve quality. If the quality control department is unable to integrate other departments and coordinate the adjustment and correction of erroneous actions so as to produce high-quality products, then the quality control department is merely a decorative vase.
● Only quality inspection is emphasized, and inspection personnel must be responsible for resolving defective products. Quality inspection can solve problems, but it cannot eliminate problems.
● SPC is just hanging up control charts on site. SPC is not merely a technique but also a system, so SPC is not merely hanging up a few control charts on site. What matters is operating this system to continuously improve (KAIZEN) the process so as to enhance quality and productivity.
As for the definition of quality, there are many kinds, varying from person to person, but “conforming to the customer’s needs” is the most widely accepted, because any public or private enterprise has customers – for example, the customers of a government agency are the people. An enterprise or government agency without customers cannot exist for long, so it is very clear who the judge of quality is.
And what is good quality? It must meet the following points:
Low variability: On April 17, 1979, Japan’s Asahi Shimbun published on its front page a comparison of the color density quality of color televisions manufactured by the SONY factory in Japan and the SONY factory in California, USA. According to the same design, the SONY televisions manufactured in the USA had larger variation (as in Figure 3-2), so the American public preferred to buy MADE IN JAPAN rather than MADE IN U.S.A. SONY televisions. In Taiwan the public mentality was the same, believing that buying products MADE IN JAPAN gave more peace of mind about quality.
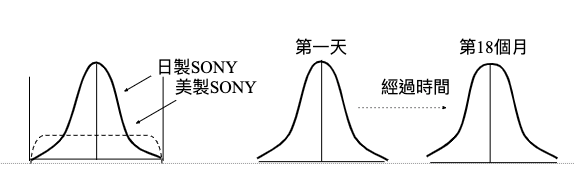
2. Durability: So-called durability means still maintaining a certain level of performance after time and use. (As in Figure 3-3)
3. Attractiveness: In addition to its basic functions, a product must also possess extra functions such as being fashionable, having good feel, and being easy to use; that is, it must be an appealing product.
4. Reasonable price
Of the four points above, points 1 and 2 can be evaluated by the manufacturer itself, while points 3 and 4 will be decided by the consumer. One main function of SPC is to control the variability in the first point and to work to improve and reduce that variability.
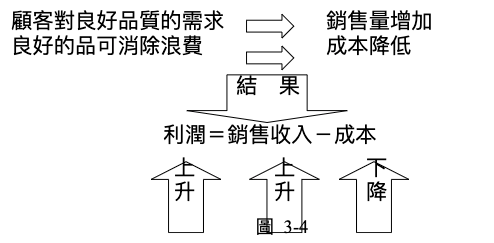
As for good quality, it can raise the company’s profit, because customers’ demand for good quality increases, and increased demand means increased sales volume. In addition, good quality can eliminate the waste of rework and thereby reduce cost expenditure, enable on-time delivery, reduce errors, shorten lead times and cycle times, and raise the utilization rate of equipment and materials, thereby raising productivity. The final result is rising profit, and profit equals sales quantity multiplied by (selling price minus cost). When sales quantity rises and cost falls, profit naturally rises. Why is profit so important? (As in Figure 3-4) Because profit ensures the perpetual continuity of the enterprise.
People generally believe that reducing cost and improving quality are mutually contradictory, especially when the quality improvement involves material or specification tolerances, in which case it is considered all the more impossible. But SPC has proven that in fact reducing cost and improving quality are two parallel and compatible goals. Why is there such a great difference in concept? And “light, thin, short, and small” is precisely enough to illustrate that enterprises create value and profit by reducing cost and raising quality.
Next we turn to variation. In the natural universe there are no two people, matters, or things that are completely identical, and industrial products also possess this fundamental characteristic, namely that there is naturally a difference between products. That is, even under the same manufacturing conditions, one can only say that product quality is uniform, not that product quality is completely identical. If a measuring instrument of sufficient precision is used, one will discover that product quality is not entirely the same; differences always exist. For example, to an outsider, twins may look exactly alike, but to their parents there are differences. Industrial products are likewise: to the consumer they look the same, but the manufacturer itself knows where they differ, and this existence of difference is what is called variation. In order to control variation and reduce variation, one must track and analyze variation in order to find its root. Only after understanding the concept of variation can one gain a further appreciation of SPC. As for the causes of variation, we divide them into chance causes (common causes) and non-chance causes (special causes). The main purpose is to distinguish the causes of variation so that responsibility can be assigned and countermeasures adopted for the variation.
Chance causes: These are causes that originally exist in the process and are part of the process, such as changes in the weather, environmental influences, variation of materials within a certain range, variation in carrying out standard work according to the operating standards, or the influence of other unknown factors, and so on. If only chance-cause variation exists in the process, then the distribution of its finished products is fixed and predictable (as in Figure 3-5). Improvements aimed at chance causes must be resolved through the efforts of management, not something front-line operators can resolve. Roughly 85% of process quality problems belong to this category.
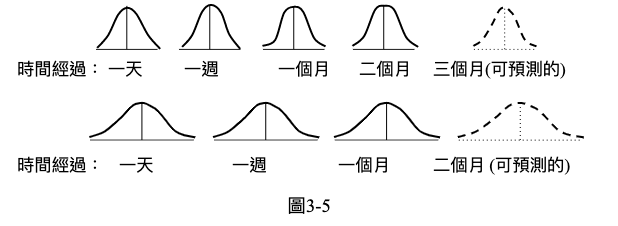
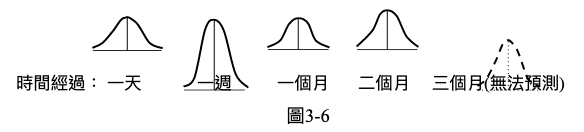
Non-chance causes: These are causes that did not originally exist in the process, such as a machine suddenly undergoing a change, work not being carried out according to the operating standards, the use of out-of-specification materials, the operator’s attention not being focused, or the established operating standards being unreasonable, and so on. If non-chance-cause variation exists in the process, then the distribution of its finished products is unstable and unpredictable (as in Figure 3-6). Improvements aimed at non-chance causes must be resolved through the efforts of front-line operators. Roughly 15% of process quality problems belong to this category.
As for the sources of variation in the process, they roughly come from five areas: machine, material, method, environment, and operator. One point to emphasize here is that in pursuing the source of variation, one should start first with the machine and consider the operator last. Yet general managers often start with the operator: whenever there is a quality problem, the first thing they think of is whether the operator has been lazy and whether they operated according to the operating standards. But Dr. Deming pointed out that operators can handle only about 15% of the problems related to process quality, and most (85%) of process quality problems should be handled by management. So in pursuing the source of variation, one should start with machine, material, method, and environment, and only consider the operator when no cause can truly be found.
Note: Recently, in addition to the original five areas, one more item has been added to variation in the process: the Measurement System, meaning that measurement itself is also a major factor causing variation. This is also why the GR&R theory of gauge repeatability and reproducibility came to be put into practice.
Copyright © 2023 MiDFUN Co., Ltd. Some rights reserved
Author: Pei-Chi Chiu. First published: 2023-02-13. Type: Quality Management Column
Original link: https://www.midfun.com.tw/qc/spc%e4%be%86%e6%ba%90%e8%88%87%e6%ad%b7%e5%8f%b2%e6%bc%94%e9%80%b2/
This work is released under the Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License (CC BY-NC-ND 4.0). You are welcome to share it freely, provided that you credit the original author, include the original link, do not use it for commercial purposes, and do not modify the content.
Suggested citation: Chiu, Pei-Chi (2023). “The Origins and Historical Evolution of SPC.” MiDFUN Quality Management Column.
For reprint authorization and content inquiries: midfun@midfun.com.tw

