
SPC(Statistical Process Control)-統計的工程管理とは、工程からデータを収集し、それを統計的に分析して、分析の中から工程の異常を発見し、ただちに是正処置をとって工程を正常な状態へ戻す一連の手法を指します。すなわちデミング博士(Dr. Deming)が述べた「品質はもはや受入検査や出荷時の抜取検査に頼るべきではなく、生産過程において優れた管理手法によって良好な品質を獲得すべきである」という考え方です。
従来の製造業では、製造部門が生産を担当し、品質管理部門が完成品の検査を担当して不適合品を取り除いていました。また管理面では絶えず監査を行い、仕事の欠陥を発見していました。これらの基本的な考え方はいずれも不良を検出することにあります。各社は大量の資源をこうした業務に投入していますが、実際には品質の向上に対する効果は限られており、まったく役立たないことさえあります。なぜなら生産の無駄はすでに既成事実となっているからです。もちろんこれは製造業だけのことではなく、サービス業も同様です。一方、SPCを実施すれば生産の最初の段階で不良品の発生を防ぐことができ、これこそ品質を向上させる積極的かつ有効な手法なのです。すなわちデミング博士(Dr. Deming)が述べた「品質は造り込むものである」ということです。
実のところ、SPCには難解な統計理論はなく、統計技術を伴うすべての品質管理手法の中でも最も学習・応用しやすいものといえます。一般の現場担当者でも二〜三日でその理論的基礎、作業方法、応用技術を学び終えることができます。本当にそれほど簡単なのでしょうか。事実その通りです。なぜならSPCが強調するのは観念よりも行動だからです。前述の統計理論や手法も、計算を助けてくれるソフトウェアがありますので、最も重要なのは行動なのです。
本稿ではSPCの沿革を紹介するほか、SPCを確立する手順、応用技術、実例、演習、コンピュータの活用についても詳しく解説します。SPC技術はすでにアメリカ企業で広く活用されており、ヨーロッパ各国でも大いに推進されています。ISO9000やIATF16949においても必須の技術として位置づけられています。国内では国際環境の影響を受け、SPCは一定期間推進されてきたものの、真の意味では定着していませんでした。本書の普及を通じて、国内企業がSPCを製造と管理の両面で定着させ、製品とサービスの品質を高められることを願っています。
SPCの起源
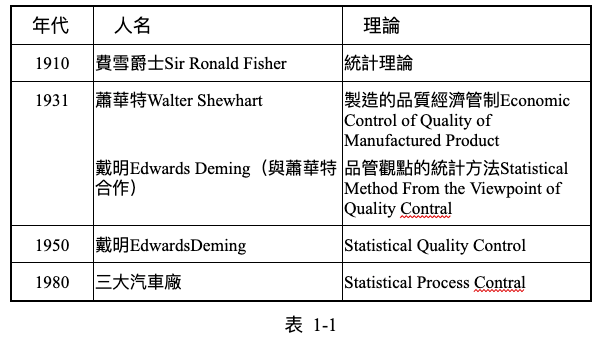
SPCは1910年代にフィッシャー卿(Sir Ronald Fisher)が発展させた統計理論を礎としています。1924年、シューハート博士(Dr. W.A. Shewhart)はベル研究所で製品の品質特性の度数分布を研究していた際に管理図を発見しました。そして1931年、シューハート博士(Dr. W.A. Shewhart)は『製造品質の経済的管理』(Economic Control of Quality of Manufactured Product)を著し、当時の品質管理界の古典的名著となりました。1932年、イギリスはシューハート博士(Dr. W.A. Shewhart)を招いて管理図の講演を行わせ、統計的手法を製造業に応用する機運をイギリスで高めました。
1939年、デミング博士(Dr. Deming)はシューハート博士(Dr. W.A. Shewhart)と共著で『品質管理の観点から見た統計的手法』(Statistical Method from the Viewpoint of Quality Control)を著しました。
1940年前後、アメリカとイギリスの両国は管理図の手法を製造業に導入し、生産過程に応用しました。当時、管理図の応用は他の品質管理手法と同じく簡便であるうえに効果が顕著で、各業界に認められました。
品質管理の歴史は戦争の歴史である、と言う人がいます。品質管理は戦争によって進歩したからです。実際、第二次世界大戦中にデミング博士(Dr. Deming)はSQC(Statistical Quality Control)-統計的品質管理の現代的な姿を発展させました。アメリカは第二次世界大戦中、兵器の品質のために統計的手法を広く推進・使用し、工程から得たデータを分析して工程の成果を改善し、兵器の品質を高めました。そして1941年から1942年にかけて(すなわち大戦期間中)、SQCを実行するための主要な内容として、次の三つの強制的な戦時規格を制定しました。
1. Z1-1-1941 Control for Quality Control
2. Z1-2-1941 Control Chart Method for Analysing Data
3. Z1-3-1942 Control Chart Method for Control Quality During Production
上記の三つの戦時規格はいずれも管理図に関する規格です。したがって「品質管理の歴史は戦争の歴史であり、品質管理は戦争によって進歩した」「アメリカが第二次世界大戦に勝利できたのは、SQCの貢献が極めて大きい」といわれるのです。
しかし戦後のアメリカ企業は生産性の向上に夢中になり、SQCの応用を軽視しました。対照的に日本は敗戦国であり、あらゆる資源を使い果たして復興と再建を待つ状況にありました。当時、JUSE(日本科学技術連盟)は、日本の復興には工場の再建を待つことなく大量生産ラインにただちに応用できる手法を学ぶ必要があると考えました。また第二次世界大戦前から戦争中にかけて、日本も高品質な製品を製造する能力を持ち、それを発揮したこともありましたが、高品質を維持する手法を欠いていました。JUSEはSQCこそ自分たちに必要なものだと確信し、1948年にデミング博士(Dr. Deming)を日本へ招いて講演を依頼しましたが、なかなか実現しませんでした。やがて朝鮮戦争のため日本が軍需品の一部の委託加工を引き受けることになり、日本のマッカーサー元帥の総司令部を通じてアメリカ国防総省からデミング博士(Dr. Deming)を借り受け、1950年6月にデミング博士(Dr. Deming)はようやく来日して「八日間品質管理講習会」を行うことができました。これ以降、日本はSQCの技術と考え方を活用して製品の品質と生産性を高めると同時に生産コストを引き下げ、国際市場で次第に頭角を現し、アメリカが各地で占めていた市場を蚕食していきました。デミング博士(Dr. Deming)の功績と友情を永久に記念し、日本の品質管理の発展を奨励するため、JUSE専務理事の小柳賢一氏がデミング賞の設立を提案し、理事会の承認を得て1951年に正式に設立されました。
そして1979年、アメリカ国家放送会社(NBC)は「日本にできて、なぜ我々にできないのか」という番組を制作し、アメリカで大きな衝撃を呼び起こしました。そして自動車工業を筆頭とする注目を呼び覚まし、SQCの理論と考え方を製造工程に応用し、製品の品質を維持・改善(KAIZEN)し、さらにSPC-統計的工程管理の理論と実務を発展させていきました。こうしてSQCはアメリカで再生を遂げたのです。その全体的な発展の概略は表1-1の通りです。そしてSPCはアメリカ国防総省により契約業者が備えるべき技術ツールの一つに位置づけられ、その主な狙いはSPCの活用によって品質を改善し、競争力を高めることにありました。
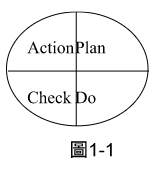
1. PDCAをいかに効果的に運営するか。いかに品質を向上させるか。
PDCAの運営は図1-1に示すとおりです。製品の販売を例にとれば、Plan(設計)→Do(生産)→Check(販売)→Action(市場調査による処置)であり、引き続き再設計を仕様に反映させて品質を改良していきます。こうしなければQCの目的を達成できず、品質保証も実現できません。これがPDCAの運営です。仕様が作成された後、一年間まったく改訂されていないとすれば、それは一度も使われていないことを意味します。統計的手法をQC関連に活用してPDCAを回せるようにすることが、統計的品質管理、すなわちSQCなのです。
2. 統計的なばらつきに関する常識を備えることが重要です。
人であれ、製品であれ、仕事であれ、まったく同一のものが二つ存在することはあり得ず、必ず何らかの違いがあります。製品についていえば、4M(Man, Machine, Material, Method)などの要因が変動するため、まったく同じ製品を造ることは不可能であり、その品質には必ず差異が生じます。たとえば省電力電球の一群について、その寿命が6000±4000時間であるとすれば、ばらつきが大きく、その良し悪しの差も大きいということになります。したがって、ばらつきについてより深く理解する必要があります。
3. 管理図を中心とする工程管理の考え方と、管理図の使用方法。
製品の品質にはばらつきが生じるため、いかに管理図を用いてばらつきを理解し、いかに正しく管理図を使用して工程管理を行うかが問われます。
国内では民国42年(1953年)にアメリカから管理図を導入して以来、産業界で広く応用され今日に至っています。また経済部中央標準局も民国53年から56年(1964〜1967年)にかけて、管理図法を次の三つの国家規格として制定・公布しました。
1. 民国53年7月7日公布 CNS 2311 Z4002 品質管理指針。
2. 民国54年1月6日公布、民国63年3月20日改訂 CNS 2312 Z4003 データ分析用の管理図法。
3. 民国56年10月14日公布、民国63年3月20日改訂 CNS 2580 Z4005 生産過程における品質管理用の管理図法。
SPCの推進は、まずフォード(FORD)自動車がその協力工場に要求したことから始まり、次第に協力業者の賛同を得ていきました。その成果の回収は評価に値するものであり、フォード自動車の台湾工場は1991年にフォード自動車本社から授与されるQ1賞を受賞しました。
国際化の進展に加え、電子業界メーカーの後押しもあり、アメリカ三大自動車メーカーがSPCを重視したことから、すべての協力工場はSPCを実行せざるを得なくなりました。さもなければその協力工場システムに入ることが困難になるからです。またQS-9000シリーズもSPCを審査の必須項目の一つに位置づけました。こうした大きな環境の流れに押され、企業はSPCを実施しなければ生き残れなくなったのです。
そして1987年にMOTOROLAが6シグマ(6σ)を提唱し、品質とコストの両面で大幅な改善を実現しました。さらにテキサス・インスツルメンツやゼネラル・エレクトリックが6σを強力に推進し、卓越した成果を挙げたことで、国内外の各大型企業がこぞって、また積極的に6σを推進し、品質を高めコストを下げて、顧客により満足のいく製品とサービスを提供しようとするようになりました。そしてSPCは6σへ向かう足がかりであり、ますますSPCの重要性が際立つこととなりました。なぜSPCはこれほど重視されるのでしょうか。顧客であれ自社であれ、SPCはばらつきを検知し、さらに制御し、改善を加えることで不良品を最小限に抑え、ひいては利益を獲得することができるからです。アメリカはかつてある研究を行い、日本の品質の進化の状況(図1-2参照)を明らかにしました。1949年以前は完全に検査に頼っていましたが、1990年には検査が品質に対して貢献する割合はおよそ10%にすぎず、他の20%は工程管理による品質への貢献、残りの70%は工程と製品設計による品質への貢献に由来するものでした。これにより、品質は検査に頼っていては100%の品質保証を達成できないことがわかります。品質は設計されるものとも、造り込まれるものともいえますが、検査によって得られるものとは決していえないのです。
アメリカはなぜ積極的にSPCを推進したのか
まず、アメリカ国防供給業者協会(Association of Defense Suppliers)がその供給業者向けに開講したTQM(Total Quality Management)-総合的品質管理コースの中で強調しているのは「ばらつきの低減:実施のためのツール」です。そのコースの概要と割り当てられた時間は次のとおりです。
第一日
ばらつきとSPC
●SPCは一つの手法であり、また一つのシステムでもあり、統計的に評価すべきデータから工程を管理し改善(KAIZEN)する
●SPCはばらつきを低減してコストを管理できる
●SPCは製品の寿命を延ばすことができる
●工程の成果を論じる際に、SPCは共通の言語を提供する
第二日
問題解決
●問題解決
●品質工学(Quality Engineering)の概念
●品質損失関数(Loss Function)
●オフライン(Off-Line)の品質管理
第三日
●品質機能展開(Quality Function Deployment)
第四日
●品質ツールの応用
コースの内容と時間配分からSPCの重要性がうかがえます。SPCはすでにアメリカ国防総省によって供給業者が備えるべき技術条件の一つに位置づけられています。なぜアメリカでは公営・民営を問わずどの企業もこれほどSPCを重視するのでしょうか。工程に管理が欠けていれば製品の品質水準を把握することが難しくなりますが、SPCを使用すれば次のことが可能になるからです。
1. 工程におけるばらつきの原因-偶然原因か非偶然原因かを発見して解決でき、製品の品質を高めるだけでなく、コストを下げることもできる。
2. 現場の作業者はそれを利用して工程が正常か否かを判別でき、仕事を効率的に進められる。
3. 管理者はそれを通じて工程の品質を把握できる。
しかもSPCの理論的基礎は非常に簡単で、関係する統計理論も難しくありません。統計学者と工学者が関連する統計理論を可能なかぎり簡略化しているため、一般の現場担当者や幹部でも2日ほどで学び終えて仕事に応用できます。したがってSPCは他の統計的品質管理手法と比べてはるかに学習しやすいのです。工程の作業者がそれを応用すれば仕事をより効果的かつ効率的にでき、管理幹部がそれを通じて工程の品質を把握できます。要するに、SPCによって製品の品質を改善(KAIZEN)しようとするものです。なぜなら日本はまさに統計的工程品質管理の応用に習熟しており、それによって製品の品質を世界一の水準に押し上げたからです。そのためアメリカはこの技術と考え方を全面的に推進し、日本製品と国際市場で互角に渡り合おうとしたのです。
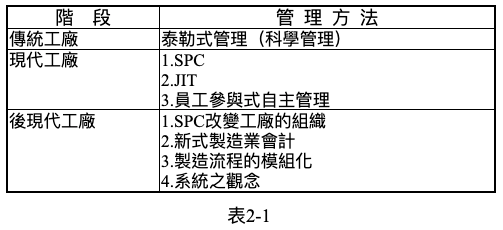
経営の大家であるピーター・ドラッカー(Peter F. Drucker)は、1999年以降の後現代工場の四つの特質を述べる中で、第一の特質としてSQC(SPC)を挙げています(表2-1参照)。それが工場の組織を変えることができるからです。50年代、日本はすでにテイラー(F.W. Taylor)の理論と考え方では日本の経済成長環境に対応するには不十分であることを見抜き、より高い経済的進歩を遂げるには制度の上で何らかの変革を行い、良好な教育を受けた作業者がその潜在能力を発揮できるようにする必要があると認識しました。彼らは単なる生命を持った機械ではないのです。そこで統計的工程品質管理を導入しました。このシステムのもとで従業員は一定の範囲内で自らを発揮でき、会社も彼らが自らを発揮することを期待します。ピーター・ドラッカー(Peter F. Drucker)の考えでは、SPCは工程と生産性の現状を示すことができ、そのシステムによって工程の中でリアルタイムに品質と生産性を制御できます。一般にSPCの機能としては次のようなものが挙げられます。
1. SPCは工程のばらつきの状況を示すことができ、工程の問題と解決方法をただちに指摘し、工程調整の効果を迅速に反映し、工程の中で最も改善を要する箇所を指摘するなどができます。これらは生産性の向上に役立ちますが、説明できるのは理由の三分の一にすぎません。実は日本の生産性が高いもう三分の二の理由は次のとおりです。
2. それはSPCがもたらす工場の組織構造の変化に由来します。なぜそう言えるのでしょうか。SPCを導入する初期には操作の担当者が多少増えるかもしれませんが、同時に多くの非操作の担当者が減ります。主として検査担当者であり、修理担当者や緊急修理の担当者も含まれます。こうして工場従業員の総数が減り、生産性の式は次のとおりです。
労働生産性=総生産額(生産量-不良品)÷従業員総数
総生産量が変わらず従業員総数が減れば、生産性は自然と高まります。これが日本の生産性が高い最も主要な理由です。たとえばMOTOROLAのある工場は品質管理部門を自主的に撤廃しようとしていました。
またSPCはX理論とY理論では処理できない衝突を調整することができます。X理論の出発点は性悪説に基づいており、その代表はテイラー(F.W. Taylor)の科学的管理理論で、管理の上で一定の貢献はあるものの、大量の検査という代償を払いました。検査担当者や修理担当者は問題を解決できても問題を消し去ることはできません。品質は造り込むものであって検査によって得られるものではないからです。Y理論の出発点は性善説に基づいており、現場担当者の知識と自尊心こそが品質と生産性を達成・確保する主要な資源であると考えます。しかしSPCが提供する明確な体制と情報を欠けば、しばしば徒労に終わりかねません。SPCは高品質と高生産性-X理論の理想と、作業者の仕事の尊厳の確保-Y理論の理想とを両立させることができます。つまり工程品質管理の責任を現場の作業者に委ねる方法であり、いわゆる仕事の人間性化です。これは日本人が非常に強調していることです。したがってSPCは伝統的な二大理論(XとY)の夢を同時に実現させます。これこそアメリカがなぜ積極的にSPCを推進したのか、日本がなぜ生産性が高いのかの潜在的な要因なのでしょう。
以下はデミングの『危機からの脱出』(Out of the Crisis)の一部を抜粋したものです。アメリカでは「品質と生産は両立しない。両方を得ることはできない」という言い伝えが広く流行していました。
工場長はあなたに、これは取捨選択しなければならないことだと告げるでしょう。品質を追求すれば生産量は遅れ、ひたすら生産を追求すれば品質を犠牲にする、と。しかしこれは彼が品質とは何か、そして品質をいかに追求するかを理解していないだけかもしれません。あるときデミングは22人の生産ライン従業員代表に、なぜ品質の改善が生産性を高めるのかを尋ねました。彼女たちは簡潔かつ力強くこう答えました。「手直し(rework)が減るからです」「それに無駄もそれほど多くなくなります」
品質が改善されれば、無駄になっていた工数や機械の時間を、より良い製品とサービスを生み出すことに振り向けられます。そのあとは一連の連鎖反応が続きます。より低いコスト、より強い競争上の地位、より幸せな従業員、そしてより多くの雇用機会です。
品質とばらつき
品質について論じる前に、人々は品質に関していくつかの誤った考えを抱きがちです。
●品質問題の大部分は作業者の誤りである。しかしデミング博士(Dr. Deming)は、実際には品質問題の85%は管理者が負うべきものであり、品質問題の15%こそが作業者の責任であると指摘しました。さらに管理者の態度の偏りは作業者の怠慢以上に問題だと指摘しています。
●少々の不良は許容され、思いがけない欠陥は避けられない。もし一人ひとりが最初から物事を正しく行い、後工程を顧客とみなせば、品質を良くすることができ、いわゆる品質保証を実現できます。実際、あらかじめ防止することによってのみ品質は真に改善されます。少々の不良を許容した結果を見てみましょう。たとえば一つの工程の流れに10の工程があり、各工程の合格率がいずれも90%だと仮定すると、なかなか良いほうのはずですが、最終的な良品率は(90%)¹⁰=34.9%しか残りません。
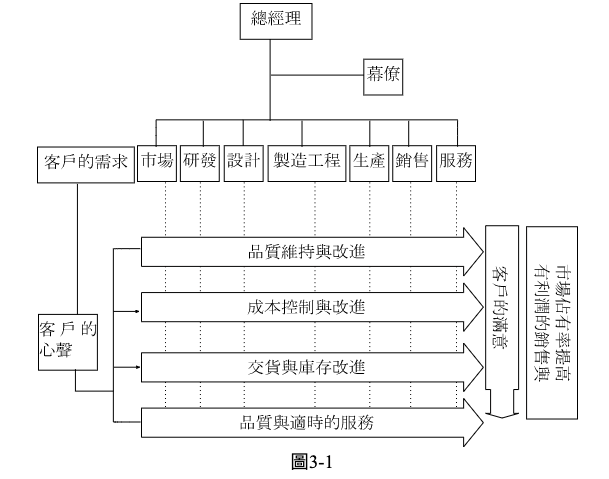
●品質は品質管理部門の責任である。一般に人々は品質の責任は品質管理部門が負うべきものだと考えがちです。品質管理部門はその名を冠している以上、その責任を負わなければならないからです。しかし実際には、品質は顧客のニーズに始まり、顧客が満足して製品を受領するに至るまで(図3-1参照)です。したがって品質は会社の中の各部門、たとえばマーケティング、研究開発、設計、製造工程、生産、販売、サービスのいずれとも、また一人ひとりと関係しています。とはいえ、もし品質管理部門が品質の責任を負わないのなら名ばかりではないか、と考える人もいるかもしれません。実は品質管理部門にはまだ多くの仕事があります。たとえば品質計画の策定、管理図の準備、データの収集と整理などです。そして最も重要な仕事は他の部門を支援し協力することです。品質管理部門が演じる役割はすでに警察から他部門へのサービスへと転換しており、他部門と緊密に協力して品質を改善します。もし品質管理部門が他部門を統合できず、誤った行動を調整・是正してそれによって高品質な製品を生産できなければ、品質管理部門は単なる飾りにすぎません。
●品質検査のみを重視し、検査担当者が欠陥品の解決に責任を負わなければならない。品質検査は問題を解決できますが、問題を消し去ることはできません。
●SPCは現場に管理図を掲げるだけのものである。SPCは単なる技術ではなく一つのシステムでもあります。したがってSPCは現場に何枚かの管理図を掲げるだけのものではなく、重要なのはこのシステムを運用して絶えず工程を改善(KAIZEN)し、品質と生産性を高めることです。
品質の定義には多くの種類があり、人によって異なりますが、「顧客のニーズに合致すること」が最も広く用いられています。なぜなら公営・民営を問わずどの企業にも顧客がいるからです。たとえば政府機関の顧客は国民です。顧客のいない企業や政府機関は長期的に存在することができません。ですから誰が品質の審判者であるかは明白です。
では良好な品質とは何でしょうか。次の数点を満たさなければなりません。
ばらつきが小さい:1979年4月17日、日本の朝日新聞はその第一面に、日本のソニー(SONY)工場とアメリカのカリフォルニア州にあるソニー(SONY)工場が製造したカラーテレビについて、その色の濃度品質を比較した記事を掲載しました。同一の設計に基づきながらアメリカで製造されたソニーのテレビはばらつきが大きく(図3-2参照)、そのためアメリカの人々はみなMADE IN JAPANを好んで買い、MADE IN U.S.A.のソニーのテレビを好みませんでした。台湾の大衆の心理も同様で、MADE IN JAPAN製造の製品を買うほうが品質面でより安心だと考えていました。
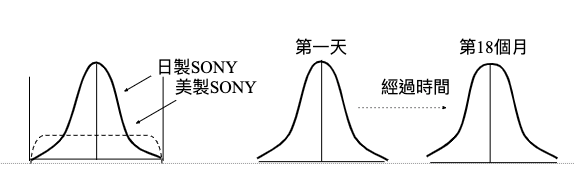
2. 耐久性:いわゆる耐久性とは、時間が経過し使用された後でも一定の性能を維持できることです(図3-3参照)。
3. 魅力:製品はその基本機能のほかに、流行、感覚、使いやすさなどの付加的な機能も備えなければなりません。すなわち魅力ある製品でなければならないということです。
4. 合理的な価格
上記の四点のうち第1点と第2点は製造メーカー自身が評価できますが、第3点と第4点は消費者によって決定されます。SPCの主要な機能の一つはまさに第一点のばらつきを管理し、そのばらつきを改善・低減することにあります。
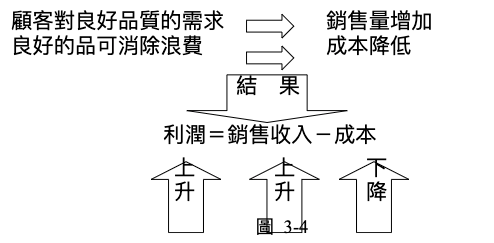
良好な品質は会社の利益を高めます。顧客は良好な品質に対してその需要量を増やし、需要量の増加は販売量の増加を意味します。また良好な品質は手直しの無駄を解消してコストの支出を下げ、納期どおりに納品でき、誤りを減らし、リードタイムとサイクルタイムを短縮し、設備と材料の利用率を高め、生産性を向上させます。その最終的な結果は利益の上昇です。利益は販売数量×(売価-コスト)に等しく、販売数量が上昇しコストが下がれば利益は自然と上昇します。なぜ利益はこれほど重要なのでしょうか(図3-4参照)。利益は企業の永久的な持続性を確保するからです。
一般に人々はコストの低減と品質の改善は相互に矛盾すると考えています。とりわけ改善する品質が材質や仕様の許容差にかかわる場合はなおさら不可能だと考えます。しかしSPCは、コストの低減と品質の改善が実は両立して矛盾しない二つの目標であることを証明しました。なぜこれほど大きな観念の差異が生じるのでしょうか。そして「軽・薄・短・小」はまさに、企業がコストの低減と品質の向上によって価値と利益を生み出していることを物語っています。
続いてばらつきについて述べます。自然の宇宙の中にまったく同一の人・事・物は二つと存在せず、工業製品にもこの基本的な特性があります。すなわち製品間には自然に差異が存在するのです。同じ製造条件であっても、製品の品質が均一であるとはいえても、製品の品質がまったく同一であるとはいえません。十分な精度の測定器を使用すれば、製品の品質がすべて同一ではなく、いずれも差異が存在することがわかります。たとえば双子は他人から見ればまったく同じに見えますが、その両親から見れば異なる箇所があります。工業製品も同様で、消費者から見れば同じでも、製造者自身はその異なる箇所を知っています。この相違の存在こそ、いわゆるばらつきです。ばらつきを管理し低減するためには、ばらつきを追跡・分析してその根源を探さなければなりません。ばらつきの概念を理解して初めてSPCに対するさらなる認識が得られます。ばらつきの原因については、これを偶然原因(共通原因)と非偶然原因(特殊原因)に区分します。その主な目的はばらつきの原因を区別し、ばらつきに対して責任を帰属させ対策を講じられるようにすることにあります。
偶然原因:これはもともと工程の中に存在する原因であり、工程の一部に属します。たとえば天候の変化、環境の影響、一定範囲内での材料の変化、作業標準に従って標準作業を行うことによる変化、あるいはその他の未知の要因の影響などです。もし工程の中に偶然原因によるばらつきしか存在しなければ、その製品の分布は一定で予測可能です(図3-5参照)。偶然原因に対する改善は管理層が努力してこそ解決できるものであり、現場の作業者が解決できるものではありません。工程の品質問題のおよそ85%はこの種類に属します。
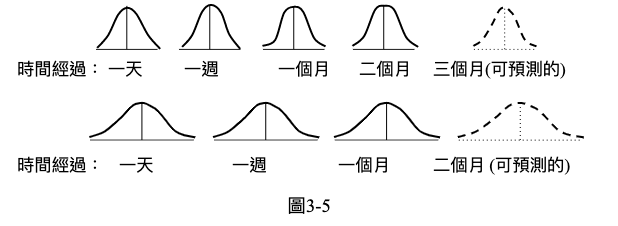
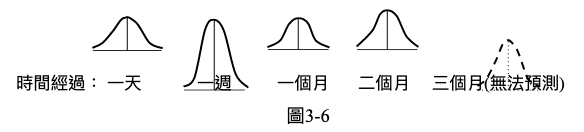
非偶然原因:これはもともと工程の中に存在しない原因です。たとえば機械が突然変化したこと、作業標準に従って仕事を行わなかったこと、規格外の材料を使用したこと、操作者の注意力が集中していなかったこと、定めた作業標準が不合理であることなどです。もし工程の中に非偶然原因によるばらつきが存在すれば、その製品の分布は不安定で予測できません(図3-6参照)。非偶然原因に対する改善は現場の作業者の努力を経てこそ解決できるものであり、工程の品質問題のおよそ15%はこの種類に属します。
工程におけるばらつきの源は、おおよそ機械、材料、方法、環境、作業者の5つの方面に由来します。ここで一点強調しておきたいのは、ばらつきの源を追究する際にはまず機械から着手し、最後に作業者を考慮すべきだということです。一般の管理者はとかく作業者から始めがちで、品質に問題が生じるとまず思い浮かぶのは、作業者が怠けていないか、作業標準どおりに操作を行っているかどうかです。しかしデミング博士(Dr. Deming)は、作業者が処理できるのは工程の品質に関する問題のおよそ15%にすぎず、大部分(85%)の工程の品質問題は管理者が処理すべきものだと指摘しました。したがってばらつきの源を追究する際には機械、材料、方法、環境から着手し、どうしても原因が見つからないときに初めて作業者を考慮すべきです。
付記:最近、工程におけるばらつきには、もとの五つの方面に加えてさらに一項目が加わりました。測定システム(Measurement System)です。つまり測定そのものもばらつきを生み出す大きな要因の一つだという意味であり、それゆえにGR&R、すなわち測定器の再現性と再生性の理論の実践が生まれたのです。
Copyright © 2023 MiDFUN Co., Ltd. Some rights reserved
著者:Pei-Chi Chiu.初版公開:2023-02-13.種類:品質管理コラム
原文リンク:https://www.midfun.com.tw/qc/spc%e4%be%86%e6%ba%90%e8%88%87%e6%ad%b7%e5%8f%b2%e6%bc%94%e9%80%b2/
本作品は クリエイティブ・コモンズ 表示─非営利─改変禁止 4.0 国際ライセンス(CC BY-NC-ND 4.0)に基づいて公開されています。原著者を明示し、原文リンクを添付し、営利目的に使用せず、内容を改変しないことを条件に、自由に共有することを歓迎します。
推奨される引用形式:Chiu, Pei-Chi (2023). “SPCの起源と歴史的発展.” MiDFUN Quality Management Column.
転載許諾および内容に関するお問い合わせ:midfun@midfun.com.tw

