
1.QからPへ、知るは易く行うは難し
グローバル化は、少量多品種化と地域保護主義の衝撃を受けて勢いを失っていますが、品質要求はサプライチェーンの分断によって、相対的にISOやIATFの影響力が日増しに高まり、高品質かつ合理的な価格の製品を維持するために国際標準の統一が求められています。そのため、品質の精緻化はこの2年で一躍主流となりました。この現象は、喜ばしくもあり、また憂慮すべきものでもあります。
喜ばしいのは、SPC-Qを徹底し、プロセスパラメータP(Process Parameter、略してP)を本当に適切に調整・整備し、良好に制御してこそ、「品質は造り込むものである」という古くからの言葉が真に実現する機会を得られ、出荷検査を必要としない「マクドナルド化された品質管理」の境地が初めて本当に達成可能になるという点です。
憂慮すべきは、P&Qの境地は美しくとも、その道のりには幾多の難関が立ちはだかっているという点です。難関の一つは、プロセスパラメータ(Process Parameter、略してP)の規格は、製品品質(Product Quality、略してQ)の規格と比べると、いささか「雲深くして処を知らず」の趣があることです。顧客は自身の利益のために、必ず製品規格(Q)を明確に定めますが、ではプロセスパラメータの規格(P)はどうでしょうか。半導体ウェハの封止を例にとると、ワイヤボンディング機の規格は誰が定めるのでしょうか。プロセスパラメータはまた、どの範囲に定めれば適切なのでしょうか。従来、この種の問題に直面すると、多くは設備サプライヤーや材料サプライヤーに教えを請うてきました。しかし、このように選手が審判を兼ねるかたちで得られた規格に意味があるのでしょうか。サプライヤーの立場に立って考えてみてください。自身の利益を守るために、彼らはどのような規格を提供するでしょうか。提供する規格が緩ければ緩いほど、自らがより重い責任(Liability)を背負うことになるのではないでしょうか。この立場を理解すれば、サプライヤーが熱心に提供するプロセスパラメータ規格(P)の大半が、厳しく実行困難な方向に傾きがちであることも容易に理解できます。そしてこれこそが、多くの工場で、実際のプロセスパラメータが明らかに規格を超えているにもかかわらず、なお「これまでの経験」を斟酌して量産を続けるという矛盾した現象を生み出しているのです。
プロセスパラメータ規格(P)のもう一つの難題は、それと製品品質規格(Q)との間の脈絡がしばしば明確でないことです。言い換えれば、Pが正常でQが不良という現象はよく耳にし、Pが異常でQが正常という事例はなおさらありふれています。このような因(P)と果(Q)の関係の矛盾が解明されなければ、どうして皆に勇気をもって前進するよう促すことができるでしょうか。
2.行いて得ざれば、原点に立ち返る
P&Qの趣旨は優れているとはいえ、その前途には一連の困難が横たわっており、一足飛びに到達できるものではありません。それならば、やみくもに突き進むよりも、いっそ原点に立ち返り、改めてQとPの関係から考え直すほうが、かえって活路が開けるかもしれません。
P&Qの目的は何でしょうか。それは、あらかじめ良好に制御されたプロセス管理(P)によって、事後の製品品質(Q)を期待される範囲に収めたいということではないでしょうか。Pが方法であり、Qこそが目的であるならば、SPC品質を推進するには、やはりQから着手することが正しい道筋であるはずです。
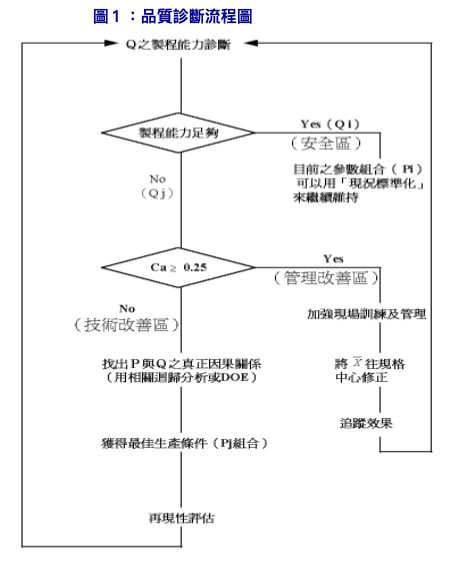
いわゆるQから着手するとは、まずQについて一度完全な診断を行い、現有の品質特性のうち、工程能力の観点から見て、どの品質特性(Qi)が安全区内に収まっているかを確認しなければならない、ということです。安全区内に収まっているものについては、SPCはそのまま受け入れ、現在のプロセス条件(Pi)の現況を標準化するだけでよいのです。逆に、一部の品質特性(Qj)が安全区内に収まっていないことが判明した場合には、Ca値およびCp値の現象からそれぞれ診断を行い、必要な工程改善を進めて、現行のプロセスパラメータ(Pi)の外により厳密で有効な新しいパラメータ条件(Pj)を見いだし、製品品質(Q)が真に生まれ変わる機会を得られるようにするのです。
上述のプロセスは、以下のようにフローチャートの形で説明できます(図1を参照)。これにより、図に従って手がかりをたどり、半分の労力で倍の効果を得ることができます。(注一:以下の図形は張忠樸(Chung-Pu Chang)先生の文章から抜粋しています)
3.図に従って手がかりをたどり、活路を開く
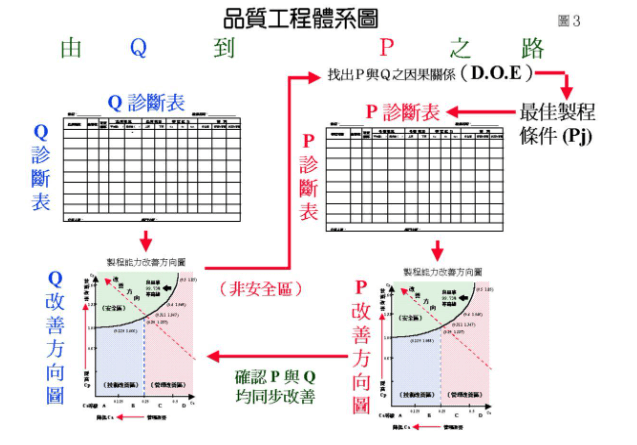
前述の品質診断フローチャートをうまく作成するには、参考にして活用すべき補助ツールが二つあります。まず最初に用いるのは、上図のような「品質工程能力診断表」です。この表には、ある特定の加工工程(例:めっき)後に製品上に現れる各種の品質特性(例:金厚さ、引き裂き強度、ピンホールなど)を列挙し、次に直近の状況に基づいて25組以上のデータを収集して、当該品質特性の(平均値および標準偏差を)それぞれ算出し、当該品質特性の規格を斟酌したうえで、Ca、Cp、Cpk をそれぞれ算出することができます。
工程能力のデータが得られたら、さらにCa/Cpの組み合わせを上図のような「工程能力改善方向図」に示すことができます。「工程能力改善方向図」上の主な分割線は「良品率XX%等高線」です。この等高線は業種別・製品別によって異なります。もし伝統的な±3が規格の上下限内に収まるべきだという考え方を目標とするならば、この良品率は99.73%を目標とすべきです。では、どのようにして99.73%の良品を作り出すのでしょうか。それには唯一の答えがあるわけではなく、実際には技術精度と管理能力に応じて、さまざまな可能性のある組み合わせが現れ得るのです。
「MIDSPC」統計パッケージソフトを利用すれば、ヒストグラムの中の工程能力分析を用いて、99.73%の良品率を生み出し得る各種のCa/Cpの組み合わせを容易にシミュレーションできます。伝統的な理論上のCa=0、Cp=1の組み合わせで99.73%の良品率が得られるほか、Ca=0.125のときにCpを1.0667まで高めれば、やはり99.73%の良品率が得られます。これに類推して、(0.25、1.237)、(0.4、1.54607)、(0.5、1.85)などの組み合わせも、当然いずれも99.73%の良品率を得ることができます。言い換えれば、CaとCpは互いに補完性を持ち、Caが大きくなったときにCpを相対的に高めれば、当然なお同じ良品率を得ることができ、その逆もまた然りです。同じ論理に従い、見よう見まねでやればよいのです。
近年、日本企業はPj工程能力を高める取り組みにおいて、きわめて具体的な突破を遂げています。例えば、化学薬液のプロセス管理方式は、従来のバッチ交換(Batch Replace)から、濃度をリアルタイムで監視し自動添加するシステム(Auto Dosing System)へと変わりました。同様に、中方の新版SPCPLUSにも、検査結果に基づいて各化学薬液の添加量を自動計算する数式を自ら設定でき、自動化の目標を達成できる新機能があります。
以上に挙げた例は、いずれもプロセスパラメータ(P)を最初からしっかり作り込むいくつかの事例であり、すなわち日本でいうところの源流管理です。その目的は、最終的な製品品質(Q)を、事前のプロセスパラメータ(P)管理によって早期に保証できるようにすることにあります。これを実現できれば、SPCはほぼ大勢が決したといえます。
前述のSPCが合理的に実行・管理できるようになった後、最後に残る一つのことは、最適なプロセスパラメータ(Pj)が安定した後、製品品質(Q)も同時により安定した境地へと導かれているかどうかを追跡することです。このステップまで実現できれば、SPCはまさに大功成就といえます。以上の全過程が、すなわちQからPへの道なのです。
4. 2023年、ビッグデータと自動化を活用した動的調整は夢ではない
かつてインテル(Intel)社の副社長であった虞有澄(Yu-Cheng Yu)博士は、その著書「我看英代爾(私の見たインテル)」(注二)の中で、SPCについて語る際にマクドナルドを大いに称賛し、同僚たちにMac-Intelをプロセス改善の努力の目標とするよう励ましさえしました。その理由はどこにあるのか、考えてみてください。
マクドナルドがいかにして品質(Q)を作り込んでいるか、ご覧になったことはないでしょうか。揚げ上がったフライドポテトに、出荷検査をする人がいるでしょうか。出荷検査をしないフライドポテトに、生煮えのものがあるでしょうか。あの口当たりがよく、しかも検査の要らないフライドポテトは、ベテランの熟練職人でなければ揚げられないのでしょうか。実は、上述の各問いに対する答えはすべてNoです。なぜなら、世界中のどの店舗でも同じようにおいしいフライドポテトを食べてもらうには、フライドポテトはQを検査して作り出せるものではないからです。このように、人や場所によって変わらない、世界中で一様においしいフライドポテトを作り出す唯一の方法こそがSPCなのです。すべてのP(フライドポテトの大きさ、フライドポテトの含水量、油温、油質、揚げ時間)をうまく掌握しさえすれば、実はQは自然と心配いらなくなるのです。
マクドナルドの成功の実例から、私たちはより容易に理解できます。QからPへ至るSPCの道は、品質を保証するために必ず通らなければならない道であり、また企業の成功を保証するうえで最も労少なくして効多き道でもあるのです。
しかし、現代の工場における工程の複雑さと少量多品種生産のもとでは、生産と品質管理の難度はマクドナルドのような複製可能なモデルよりはるかに高いものです。とはいえ、上述の内容にはなお参考にすべき点があります。現代における最大の利点は、プロセスパラメータPのデジタル化と自動化がすでに非常に容易になっていることです。ただし、Pjは実際には非常に多数となり、Qiに対しても多対多の関係になります。現代の数学モデルとデジタル制御を活用し、科学的な品質管理担当者がしっかり学び、さらには工場の製品特性に応じて自ら成長し、適切なツールを活用すれば、台湾のエンジニアの自動化管理における競争力を大幅に高められると信じています。なぜなら、製品は絶えず変化しているとはいえ、工場の製品の主要な特性と自動化下での管理には、必ずそれなりの脈絡とパターンがあるからです。台湾のエンジニアがこの好機をつかむことができれば、今後10年の地域化と自動化の波のもとで、必ず自らの立ち位置を見いだすことができるでしょう。共に頑張りましょう!
(注一)「ISO-9000改訂がSPCに与える重大な衝撃について」を参照。原載:品質管制月刊31-2期、著者:張忠樸(Chung-Pu Chang)
(注二)「我看英代爾(私の見たインテル)」天下文化出版、著者:虞有澄(Yu-Cheng Yu)を参照。
Copyright © 2023 MiDFUN Co., Ltd. 一部の権利を留保します
著者:Pei-Chi Chiu.初版公開:2023-02-13.種別:品質管理コラム
原文リンク:https://www.midfun.com.tw/qc/2023_%e6%96%b0%e7%94%b1q%e5%88%b0p%e4%b9%8b%e8%b7%af/
本作品は クリエイティブ・コモンズ 表示─非営利─改変禁止 4.0 国際ライセンス(CC BY-NC-ND 4.0)のもとで公開されています。原著者を明示し、原文リンクを付し、商業利用せず、内容を改変しないことを条件に、自由な共有を歓迎します。
推奨される引用形式:Chiu, Pei-Chi (2023). “2023年・QからPへの新たな道.” MiDFUN Quality Management Column.
転載許諾および内容に関するお問い合わせ:midfun@midfun.com.tw

