MiDFUN 製品モジュール / CT
推拉力、電量、レーザーなどの特注計測
CT は、標準設備だけでは対応しにくい推拉力、電気特性、レーザー、複合計測などの特殊測定シナリオを支援します。
適用場面
- 推拉力測定
- 電気・レーザーパラメータ取得
- 特殊検査システムの統合
主な機能
- 測定ルーチンの設定
- 複数パラメータの検査記録取得
- 治具・測定プロセスの個別対応
QRP データ連携
CT は特殊測定作業を、品質・工程チームがレビューできるデータへ変換します。

システム機能の説明
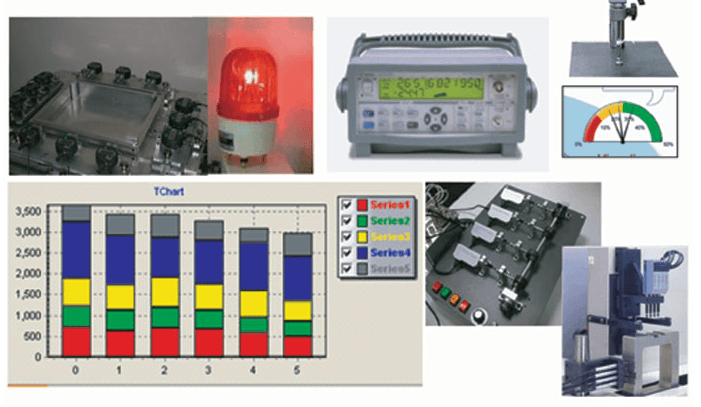
連続検査における測定データを監視し、それが公差範囲内に収まっているか否かを判定します。上限・下限の水位図やメーター(指針)図によって簡易的にリアルタイム表示でき、生産ライン上のワーク厚みの検査などに利用できます。不合格の場合は自動で警報を発することも可能です。
データ表示画面:
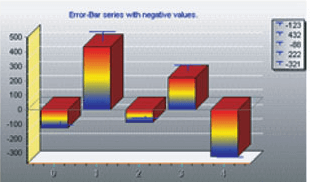
複数のデータ入力を同期して画面表示し、専門的な計量・計数の管理図表をただちに提供します:ヒストグラム、X̄-R、X̄-S、X-Rs、散布図、工程合併出力図、CUSUM、EWMA、Short-Run、Box Chart、正規分布図、工程能力トレンド図、p、np、c、u、パレート図、不良推移図、コスト分析図、層別分析図。
統計パラメータ :
Max、Min、Ave、Std、Dev、UCL、CL、LCL、Ca、Cp、Cpk、Ppk、PR、CR、Cau、Cc、Cal、USL、SL、LSL など、合計六十数種類の図表と指標を備え、お客様のニーズを満たします。
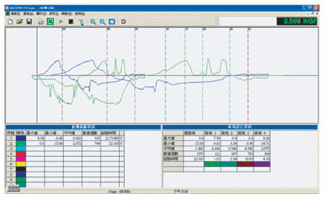
連続検査データの区間変化を観測し、連続したトレンド曲線図を描画します。任意の時間区間内における最高ピーク値・最低値および曲率変化を抽出でき、SPC データベースやその他のソフトウェアのデータベースと接続してさらなる分析を行うことも可能です。
連続トレンド曲線図表:
複数の信号曲線を表示でき、区間内のピーク(PEAK)値と谷(VALLEY)値を取得し、最小値・最大値・平均値を自動計算するとともに、開始・終了時刻を記録します。
NG 監視図表:
定時に取得したデータ、または加工・演算後のデータに対して、直接監視できる図表システムを提供し、現場での検査管理を容易にします。
ストップウォッチ型メーター図:
上下の公差(緑色区)、人為的な管理上下限(橙色区)、管理範囲超過(赤色区)を設定でき、本メーターは色区が左右対称の方式となっています。
水位公差図:
マイクロメータやエアゲージなどの機器に対して、複数の寸法を同時に比較し、その測定寸法が公差範囲内にあるか否かを判定する機能を提供します。従来のディスプレイによる監視方式に代わるもので、図形表示として上部に水位図、下部に数値を表示し、4M(人・機械・材料・方法)のうち任意の二層を表示します。
自動制御:
電流供給器のように、設備に対して関連設定(定格電圧など)を自動起動させる指令を出すことができます。また、モータやエンコーダを制御してワークを引き伸ばすこと(プッシュプルゲージなど)も可能で、力と位置の関係図、または力と時間の関係図を計算します。
レーザー測径器:
ワークの円直径や厚みを測定して測定値を記録し、合格・不合格を直接表示します。
プッシュプルゲージ:
力と位置、または力と時間の曲線を描画します。破壊式測定の場合はその破断点(すなわち曲率の変曲点)を取得し、非破壊式の繰り返し測定の場合はその曲線変化を観察します。
マイクロメータ:
生産ワークの幅・厚み、または複数箇所の寸法を一度に測る接触式検査に応用できます。オフラインでも生産ライン上でもリアルタイムに検査して合格・不合格を判定でき、NG の場合は自動警告機能を提供します。
静電容量・抵抗・電源テスト:
1、自動車パワーウィンドウ起動時の最大電流テスト:製品機能の動作起動に必要な最低電流値を実測します。
2、コンデンサ破壊性テスト:被測定物の電気的特性のうち、コンデンサが許容できる最大電圧または電流の限度をテストします。

電動マイクロメータ・エアゲージ:
複数機器の信号を同期入力し、データを演算・判読してオンラインでの迅速な検査に利用します。リアルタイムに図示して監視でき、丸棒の真円度や自動車用ベアリングなどに対応します。